1.What is Ash?
Ash is the remaining product of solid or liquid fuel after
burning
2.What are the various components of Ash?
Ash has following components
- Silica (SiO2)
- Alumina (AlO3)
- Iron Oxide (Fe2O3)
- Sodium Oxide (Na2O)
- Potassium Oxide (K2O)
- Calcium Oxide (CaO2)
- Magnesia (MgO)
3.Which fuel has more ash Liquid, solid or Gaseous fuel?
Solid, Liquid & Gaseous fuels are having more ash
consecutively
4.What are the various types of ash produced in Boilers?
Bottom ash & Fly ash are generated in Boilers
5.Which ash is more in quantity?
Generally Fly ash is more around 70-80% & bottom ash is
around 20-30%
6.What do you mean by Fly ash?
Ash which is carried out by flue gas is called fly ash.
7.What can fly ash could cause in downstream system of The
Boiler?
- If ash is more, it creates following problems in downstream of the Boiler
- Improper heat transfer in Super heaters, economizers & APH
- Erosion of pressure parts & flue gas ducts
- If there is low velocity, ash deposits in ducts, APH ESP etc
8.Which type of Ash removal is more dangerous & why?
- Bottom ash removal is more dangerous, because;
- Bottom Ash is at higher temperature
- Ash is high Abrasive & Corrosive in Nature
- When it comes in contact with water high hot fumes are formed
- Risk of frequent clinker formation
9.What are the different devices or systems used to
separate Fly ash from flue gas before letting it into atmosphere?
- Electrostatic Precipitator
- Bag filter (Fabric separators)
- Wet scrubber
- Inertial separators (Settling chamber, Baffle chambers, Cyclone separator)
- Fabric hybrid filter
10.Briefly explain the Fabric Separator type bag filters
In this system, fabric bags are
used to filter the flue gas to separate the dust. Dust laden gases enter the
bag house and passes through fabric bags which act as filter.The bags are woven
with material nylon, fiber glass etc. Each bag is externally supported by
steel/metal cage. The bag filter house is provided with an explosion vent to
avoid explosion during abnormal operation conditions.
Further, the bag filter house consists of hoppers & ash
handling system to remove fly ash separated in bag filters.
In bag filters, the dust collects at the outer surface of
the bag since flue gas flow from out side to inside of the bag.
Mechanism of dust collection:
Gravity: Due to
gravitational force & sudden lower velocity large sized dust/ash particles
fall down into hopper due to Gravitational force.
Inertial collection:
Due to inertial, heavy dust particles strike the bag filters placed in the flue
gas path & fall down into the hopper, since they do not change their flow
direction due to inertia.
Interception: Due
to the fine mesh or size of the bag filters, dust or ash particles cannot cross
the filters. Instead they hit filters & fall down into the hopper.
Electrostatic effect:
Electrostatic force between dust particles & bag filter causes the dust to
capture.
11.How do you remove dust particles from Bag filters?
- Mechanical Shaker
- Reverse air
- Reverse Jet
12.What are the various materials of composition (MOC) of
Bag filters?
|
Sl No. |
Bag filter material |
Operating temperature (0C) |
|
1 |
Nylon |
85-90 |
|
2 |
Polyester |
130-140 |
|
3 |
Polyphenylene sulphide or
Ryton |
180-190 |
|
4 |
Fibre glass |
250-260 |
|
5 |
Fibre glass fabric coated with PTFE |
250-260 |
13.What are the various factors considered for selection of
Bag filters?
- Flue gas temperature
- Moisture level in flue gas
- Dust or ash particles size
- O2% in flue gas
- Flue gas velocity
- Dust or ash particles abrasiveness
- Air to cloth ratio
14.What are the main functions of Ash handling system?
- To remove the ash from Boiler furnace & other various ash discharge points
- To convey this ash to nearby storage area like ash silo
- Ash disposing
15.What are the various types of Ash handling systems used in
Boilers?
Mechanical ash
handling system: In this system chain, belt & screw conveyors are used
to convey the ash from various ash termination points to ash silo.
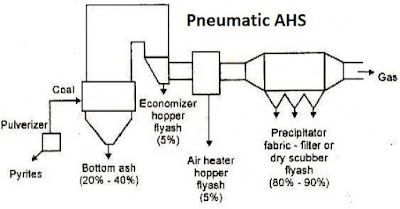
Pneumatic ash handling system:

Pneumatic ash handling system is used widely in most of the Power plants. High pressure air is used to convey the ash to the suitable location.
16.What are the various types of Pneumatic ash handling
systems used in Boilers/power plants?
- Lean phase ash handling system
- Medium phase
- Dense phase
17.Why dense phase ash handling system is used in almost all
Boilers Ash handling plant?
Because it has less air consumption due to volumetric ration
of air & ash is more. Sometimes instead of pressurized air vacuum system is
used to convey the ash.
Briefly explain the dense phase Ash handling system
In this system, Ash conveying system is placed just below
the ash hopper. This system consists of Main ash hopper
- Surge hopper with electromagnetic or Mechanical vibrators
- Knife edge gate valve
- SS expansion bellow
- Dome valve assembly & operating mechanism
- Ash & air conveying valves, solenoid valves
- Pressure switches & limit switches
- Conveying pipelines
If the temperature of the ash is more (Economiser & APH)
surge hopper is made with water jacket for continuous circulation of water.
The system can be operated from local & remote in probe
mode or timer mode.
Calculation part:
1. A Boiler is consuming 72 TPH an imported coal having
ash % 8, calculate the total ash generated in a complete month. Assume there is
no stoppages or load fluctuation
Total coal consumed in a month = 72 X 24 X 30 = 51840 MT
Total ash generated in a month = 51840 X 8 / 100 = 4147.2 MT
2. A boiler consumes 7 TPH of coal, calculate the total
fly ash generated in a day if coal has 35% ash.
Total ash generated = 7 X 24 X 35 / 100 = 58.8 MT
We know that, fly ash is around 80% of total ash.
So total fly ash generated is 58.8 X 80 / 100 = 47.04 MT
3. A Boiler generates 20 MT of ash in a day, calculate total coal consumed in a day if coal has 5% of ash in it
Total ash generated =20 MT/day
Ash % in coal = 5%
Therefore total coal consumed = 20 / 5% = 400 MT
boAt Rockerz 255 Pro+ Bluetooth Wireless in Ear Earphones with Mic (Teal Green)