Pre-checks
- Ensure DM water storage tank, feed tank & Deaerator level are normal
- Ensure availability of start up fuel (wood) & main fuel (coal) and power supply with DG backup
- Ensure maintenance & trial runs (healthiness) of all equipment including fuel handling, ash handling / auxiliaries, motorized valves, actuators, control valves and PRDS controls are completed successfully
- Ensure that all interlocks / protection and controls are checked & taken in line.
- Ensure expansion pointers are cleaned & tramps are in good condition.
- Ensure Boiler manholes and flue gas path system manholes are boxed up.
- Ensure availability of chemical dosing system and readiness of drum level gauge glass with illuminator assembly.
- Ensure availability of cooling water, instrument air and service air.
- Ensure Coal bunker is filled with required level
- Ensure all rotary air lock valves of evaporator, economizer & bag filters are open
- Ensure healthiness of all dampers and keep them in open/close marked positions as per requirement
- Open all air releases/vent valves in boiler drum and open super heater header drains and its vent valves.
- Ensure all boiler bottom ring header drains, blow down valves and main steam stop valves including its bypass valves are closed.
- Ensure Boiler feed pump’s bearings oil level normal, minimum recirculation, balancing leak off valves & suction valves are open, cooling water pressure normal.
Boiler start up
- Start the ACW pump, Instrument Air & Service Air Compressor
- Start BFP from control room. Ensure suction pressure, balancing pressure & discharge pressure normal. Bearing temperature & Vibrations normal. Ensure motor draws current normal & sound normal. Shut the BFP immediately if any abnormal condition and check thoroughly before restart.
- Start water filling the boiler drum through 30 % control valve and maintain the drum level up to 30%.
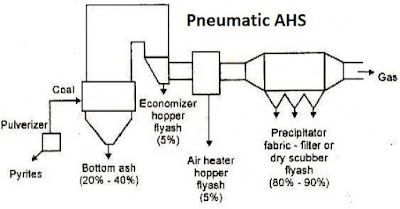
- Start the Ash handling plant prior to light up the Boiler. Then start all hoppers RAV.
- Ensure bag filter main damper is closed & bypass damper is open
- Maintain the drum level about 40%.
- Drum vent, super heater vent and main steam line drain should be kept open.
- Start wood firing by spraying small quantity of diesel & slowly raise the furnace temperature
- At furnace temperature > 150 deg C start ID & FD fans at minimum speed
- Close drum air vent at 2.5 kg/cm2
- At 3 kg/cm2, gibe blow down to CBD, IBD & bottom headers one by one for 30 sec to 45 seconds
- At pressure > 4 kg/cm2, open start up vent 10% initially & close the top header drain valves & go on increasing the pressure
- At furnace temperature around 250 deg C, start coal feeding by starting SA fan
- Now slowly increase fuel feeding & FD air
- When boiler pressure reaches 6 kg/cm2 & 150 deg C, charge the main steam line. Before charging the main steam line, open all the drains at 100 % and warm up vents at minimum opening and then open the MSSV bypass valve.
- Start HP & LP dosing and maintain recommended drum water parameters of boiler. Keep the CBD at minimum opening to maintain recommended residual PO4 & conductivity of drum water
- Check & record thermal expansion of boiler pressure parts and record the bearings temperature & vibrations of auxiliary equipment’s associated with Boiler
- After ensured all condensate removed & color less steam comes through drains, keep all the drains in crack position, then open main steam stop valve and close the bypass steam valve
- At Boiler pressure 9 kg/cm2 & temperature 180 deg C, charge Deaerator & SCAPH through PRDSH
- At flue gas temperature > 180 deg C take bag filter into line
- Observe seal air pressure, conveying air vessel pressure of AHP is normal.
Slop firing:
- Ensure sufficient quantity of slop with required brix is available in slop tank
- Ensure tank coil heater & steam tracing lines are charged & tank slop temperature is 70 to 80 deg C
- Ensure slop pumps are healthy & agitator is running condition
- After ensuring above all are normal, start slop transfer pumps & keep slop in recirculation mode for at least 2 to 3 hours before taking into boiler
- As the Boiler reaches 50 to 60% of MCR & furnace temperature is 450 to 500 deg C open the atomizing steam line, slowly introduce the slop into furnace by opening SOV
- Note: Before introducing slop into nozzle, keep open the steam connection line provided with respective nozzle.
- Quantity of slop fired at MCR is 3.91 TPH & slop quantity should be reduced as the load demand reduces
- Always maintain 20 to 25% supporting fuel on heat basis. Never start the Boiler with slop
- During slop firing ensure supplement fuel is supplying continuously to avoid clinker
- The soot blowers provided in economizer, evaporators are operated once in a shift & wall blowers twice in a shift